

�������ƣ���ݸ�п��˱��洦��������������˾
��ϵ�ˣ��¹�����������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺bgszgl@qq.com
��ϵ��ַ���㽭ʡ�����з�����ڽֵ�����·99�����˻����¹���
�ʱࣺ315504
��ϵ��ʱ����˵���������������Ͽ����ģ�лл��
��л�����ҳ���ݣ������ۿ�������ϸ������Ƶ���붶�����ɽ���������˻�������ע�ٷ���ҵ�Ų��ۿ���ҵ��Ƶ
���˻����¹���ת�����������
�����304����ֲ��ϱ���ȽϹ⻬ͼ1-2��


�ܶ�Ϳװ��ҵ��������һ�����⣬����304��������Ϳ���ÿ����������������һ˺----��Ϳ�IJ��ϱ��������ˣ�¶��304���ģ�����ͨ��������Ϳ�IJ����ο�����������������ǿ���������Ҳ�Ǻܶ�ط�������ͿЧ���ò��õ�������֮һ��ͼ3
һ�������304������Ϳ��Ҫ�������̣�
1��ǰ������
����������������ۡ��ҳ����⼣,���ڹ�����������һ�㿹��ʴ���ܹ�������ͿͿ�㸽�����ġ����㡱.��Ҫ���ղ��裺���͡����⡢�����ۻ�.������ǰ����������û���͡��⡢��,����ԭ������ɫ�й���ı���������һ����ȶ��ֲڵIJ���������Ļ�ɫ��Ĥ,���ܷ��������������ܲ�ĸ�����.2��������Ϳ
����ĩͿ�Ͼ��ȵ���Ϳ�������ı�����,��������������ײ����������ε�λ�ã�Ӧ�ò��ø����ܵľ������ܻ��������Ϳ.���ղ��裺���þ�������ԭ��,�ڹ����ı�����ȵ�����һ���ĩͿ�ϣ����µķ�ĩͨ������ϵͳ����,��ɸ���������.3�����¹̻�
����������ķ�ĩͿ�ϼ��ȵ��涨���¶Ȳ�������Ӧ��ʱ��,ʹ֮�ۻ�����ƽ���̻�,�Ӷ��õ�������Ҫ�Ĺ�������Ч��.���ղ��裺����Ϳ�õĹ�������̻�¯,���ȵ�Ԥ�����¶ȣ�һ��185�ȣ�,��������Ӧ��ʱ�䣨15���ӣ�����¯ȡ����ȴ���õ���Ʒ.��ʾ�����ȼ�����ϵͳ����������ȡ�ȼ�͡�ȼ����ȼú�ȸ��ּ��ȷ�ʽ�� + ��������=�̻�¯.4��װ�δ�����
ʹ����������Ϳ��Ĺ����ﵽijһ����������Ч���磺����ľ�ơ����ơ������.���ղ��裺�ֹ⣻תӡ�ȴ������� .����Ҳ�������dz����ľ����ĩ��Ϳ,�������þ��緢����ʹ���Ϸ�ĩ����,�������������,Ȼ��180��220��ĺ濾,ʹ��ĩ�ۻ�𤸽�ڽ�������,���ܲ�Ʒ�����ڻ���ʹ�õ�����,��Ĥ����ƽ����ƹ�Ч��.���ܷ���Ҫ�б�ϩ���ĩ��������ĩ��.ͼ4

��ôͨ���������̣�����Ȼ���Կ�����304����ֲ��ϱ���ĴֲڶȾ�������Ϳ��Ч����Σ���һ���ĴֲڶȲſ��Եõ��ɿ��ı��渽������
ǰ���������еij��͡����⡢�����ۻ����������һ����Ч������Ҫ��Ч�����ã����»��Dz�ܶ࣬ԭ���͡����⡢�����ۻ������϶�304����û��ʲô��ĸı����������ͳ���ֻ����ϴ��һ�֣������Ͷۻ���Ҫ�����Ƿ��⣬�佲�����ı�����ijߴ硢��ɫ�Լ����ܡ���ǰ���µİ������н�������ô�ı����ֲڶ���Ȼ���ޣ�
��ôʲô��������һ�㣿��ϴ���ԣ����������ϴ���ɡ�ͼ5
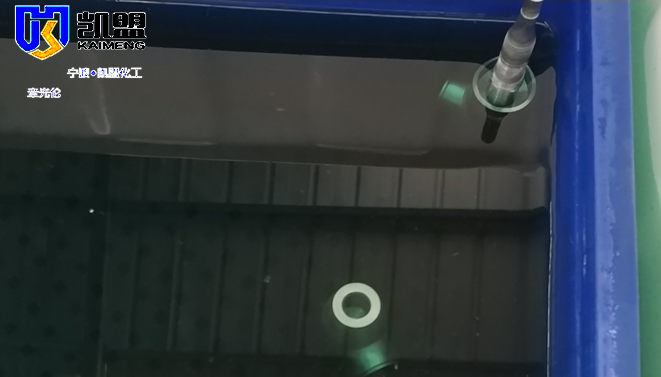
���������ϴ���������ù�����304����ֱ�����ֳ��ư�ɫ�����дֲڵĴ��С���ͼ6

�ﵽ������������۾Ϳ���ֱ������Ϳ��������������ȽϺá�
��Ϳ��ͼ7

�������ϴ�������ڲ����������������Ρ���װ�����ӵȹ����в������⼣�����ߡ���ɫ�ͻ�ɫ�������Ƥ�ȿ��Կ��������ת��Ϊ����ɫ��������SUS300ϵ�У�SUS303��304��316��316L�ȣ������岻����磺�����ѹ��������ʯ�����ܵ���ӡȾ�豸���˵粿���������豸ϵ�в�Ʒ�������������������ϴ�ۻ�Ч��һ�¾���Ư��������ɫ�����ƹ�ɫ����
��ϴʱ��Ҫע�⣺
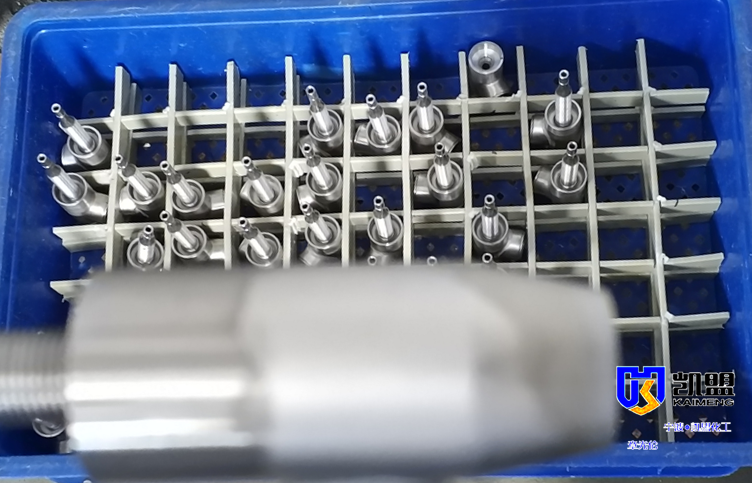
1.���ƺý���ʱ�䣬���̿��ܲ����ȣ�Ч���ͼ8ͼ9��

2.��Ҫ�����ϴ�ٽ������з������Ӳ�����ʹ����������
�������̣��ɸ���ʵ�������������
��֬--Ưˮ--��ϴ--����������ˮƯϴ--�к͡���ˮһ��ɣ����ɣ�һ��װ
�������Ч�����Ǻܺõģ�ͼ10

��ˮ�����������кʹ����������ɣ�
���ˣ������Ϸ�������ǿ��Ϳ����Ч���������Ҹ��˾���Ϳ����������ο�����ӭһ��̽�֡��������˻����¹��ײ鿴���ྫ�����ݼ����������













