

商铺名称:山东康道昊威智能装备有限公司
联系人:杜小姐(小姐)
联系手机:
固定电话:
企业邮箱:18563551999@163.com
联系地址:山东冠县经济开发区东环路与冉子路交叉路口
邮编:252500
联系我时,请说是在汽配名企网上看到的,谢谢!
康道昊威资讯:六轴机器人加工装配工作站运行的准备条件
(1)物料台八个凹槽检测有,仓库八个凹槽检测无,且配件台待装配零件放满。转盘旋转到位,即工件到达机器人抓取的指定位置(运行前用手动模式触摸屏校正)。
(2)CNC六轴机器人选择远程模式,机器人在作业原点,机器人运行无。
(3)六轴机器人报警无,CNC 报警无。
(4)CNC 卡盘上无工件,CNC 就绪。
六轴机器人装配工作站PLC程序设计
CNC机器人上下料工作站 PLC程序分为:手动、状态准备、主程序、暂停、急停五个部分。程序框架如图

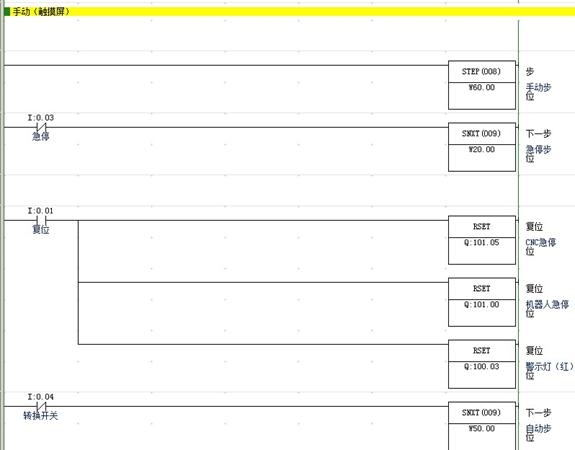
手动
手动程序部分主要是为了测试各部件的动作正常及急停后初始状态的恢复,程序如图

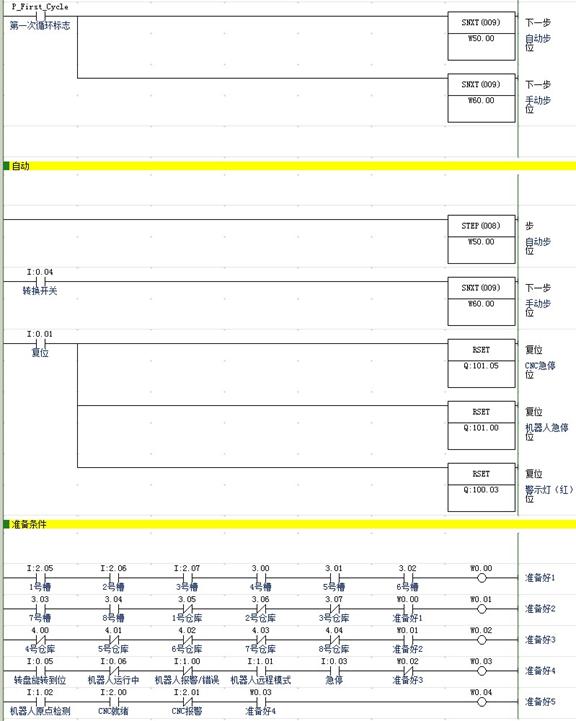
状态准备
状态准备主要包括:自动手动切换、满足条件指示灯情况、不满足条件指示灯情况及按钮启动。状态准备 PLC 程序如图

主程序
主程序部分主要包括:CNC机器人启动、机器人上料、机器人送料、机器人取料、CNC 加工、机器人入仓装配、对于加工工件数目的判断等。
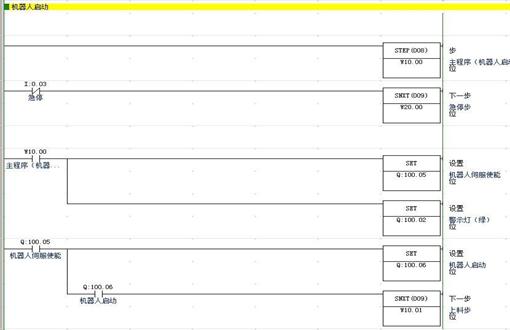
(1)CNC机器人启动
CNC机器人启动程序需先接通伺服使能,具体程序如图
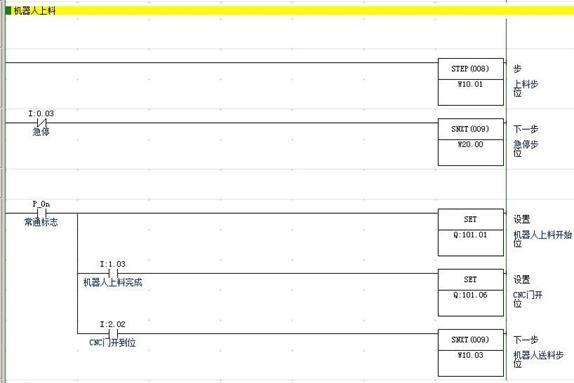
(2)CNC机器人上料
CNC机器人夹取物料台上的工件在数控机床正前方50cm出停下,并通知CNC把门打开,程序如图
(3)CNC机器人送料程序
CNC机器人将工件送入数控机床,CNC 门关闭通知机床加工开始,程序如图 。

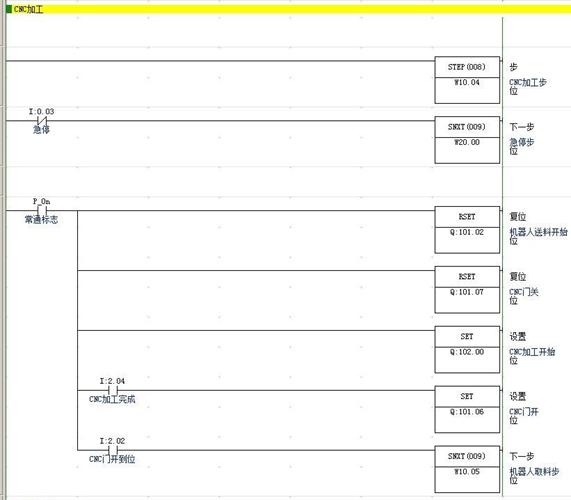
(4)CNC 加工
CNC 加工之后门开通知CNC机器人来取料,程序如图
(5)CNC机器人取料
CNC机器人将料取出,CNC门关闭开始进入装配阶段,程序如图

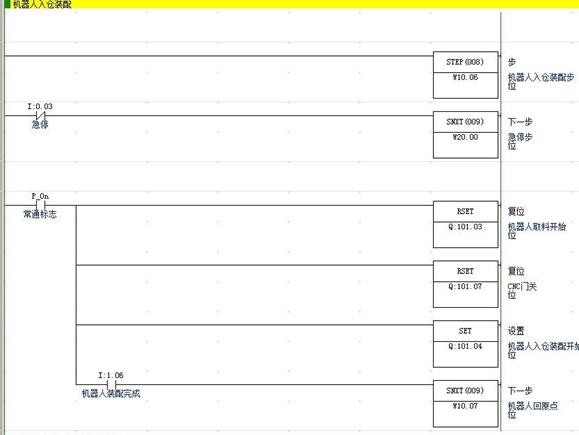
(6)机器人入仓装配程序
机器人将工件夹取放入仓库指定位置,并夹取配料台上的工件装配进仓库的工件上,入仓装配程序如图
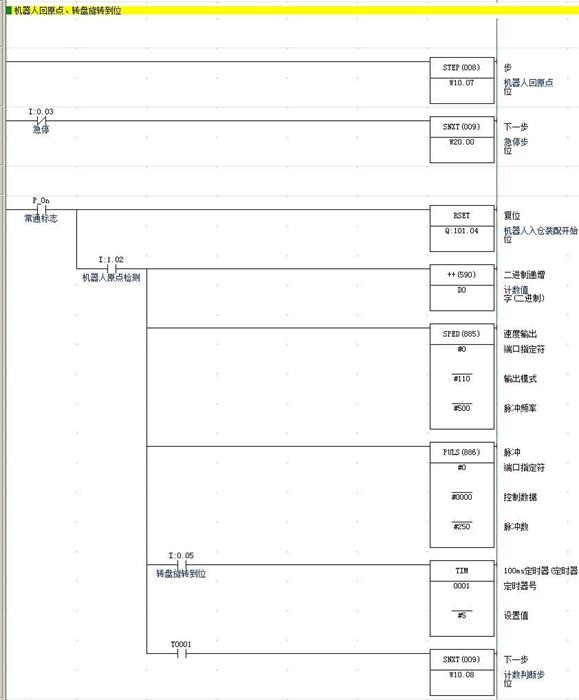
(7)CNC机器人回原点旋转盘旋转
CNC机器人回原点位置,旋转盘旋转 45 度将新的工件转到机器人夹取位置,程序如图
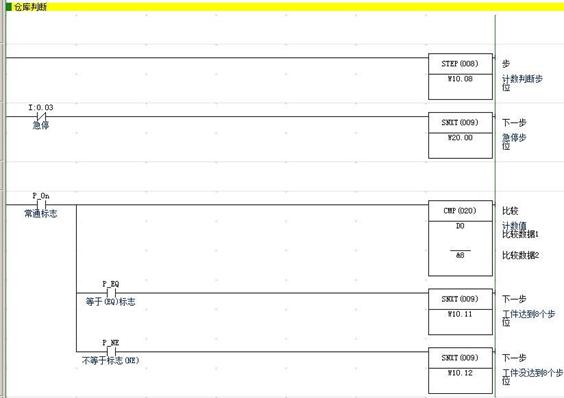
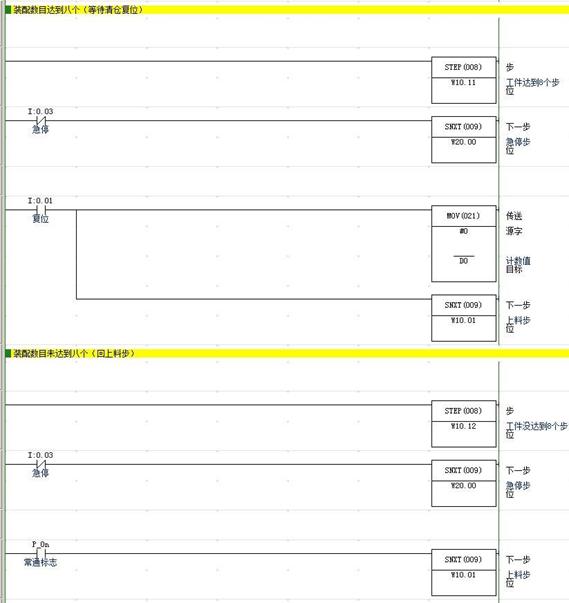
(8)工件判断
序根据加工的个数判断CNC机器人是否接着上下料,程序如图
(9) 暂停
暂停PLC程序需单列,暂停只是机器人运动的暂停,程序如图

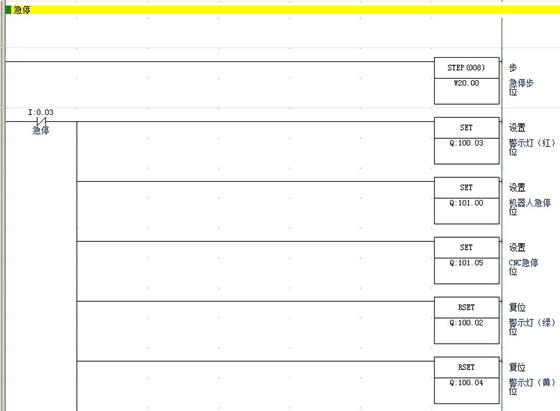
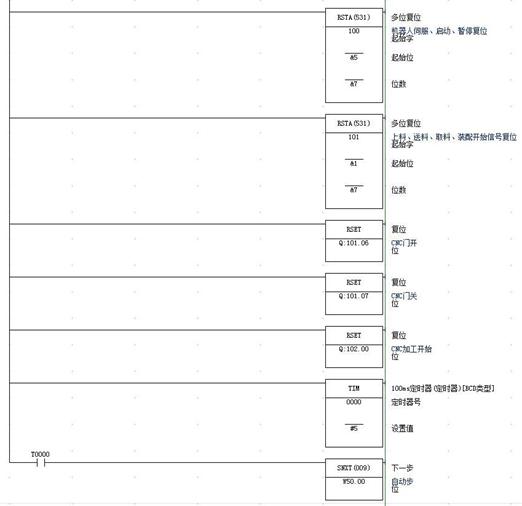
(10)急停
工作站遇到特殊情况,按下急停按钮机器人伺服、启动断开,警示灯(红)常亮,CNC急停加工停止,机器人各信号点复位,PLC具体程序如图
原文链接:http://www.kd-hw.com/news/535-cn.html













