| ��ϸ���ܣ� ����
�Ľ���ͷ���Ľ���ͷ����
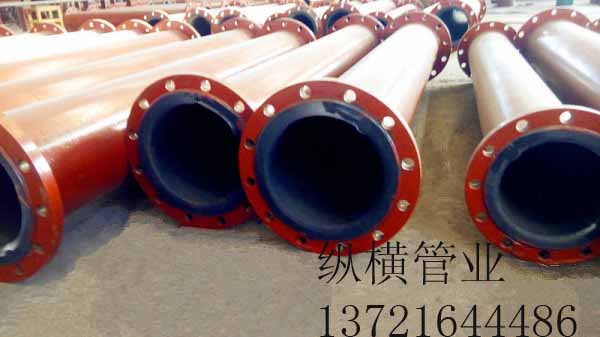
�Ľ���ͷ��������45�ȳĽ���ͷ��90�ȳĽ���ͷ���ҹ���Ҳ�нӷDZ�Ľ���ͷ�����ֿھ�����ȵijĽ���ͷ���Խ����Ƴɻ�����ڳ������ĥ��ͷ���Ľ���ͷ����Ϊ����ȫ��������״������ֱ�ܵ�Բ�����ɡ��Ľ���ͷ�ڿ�ɽ��ȼú�糧�ͻ��������Ӧ�ý϶࣬�ɼ��ᾫ��β��Ⱥ����������ѧ�������Ͷ���ͷ�ĸ�ʴĥʴӰ�졣�ɽ�����������ڳ��Ƴɣ��Ľ���ͷ�������õ���ĥ�Ժ��ͳ���ԡ�ͬʱ���Ľ���ͷ���ڲ���������⻬���ڹ������ʳ�ˢ�ڱ�ʱ�����������ã����ջ�е��������ͷ�ܵ���ĥʴ���ã��ӳ���ͷ��ʹ��������

�Ľ���ͷ�ֹܵ�������
�����Ľ���ͷ���øֹܵĸְ����ȷ�������ϸĽ�����豸�����õĸְ�����dz���ʱ�䲻���ܽϺõĸְ壬�ְ岻�������Ե���ʴ�ۼ����ر��Dz��ܲ��ó���¶������Ѿ�������ʴ�ӵĸְ塣�⽫������Ĵ�ĥ�����ܴ�Ĺ��������ر��ǵĸְ�Ӳ�Ƚϸߣ���ĥ�ѶȽϴ��������ĥЧ�������ԣ����Ѵﵽ����豸�ijĽ�Ҫ����ʹ�����ս�����Ľ��Ͱ�װ��ɺ���������д�������������һ��ʱ��ľ�����豸������ʧЧ��ʴ���ʽ�����ֿ���ֱ�ӽӴ�������ʴ��������������ɿ����ڵ��������û��������³Ľ������Ա�֤�Ľ�������������һ�ֶԻ������֬����ϴ��ʽ����Ч�������͡��ױ����л��ܼ����á��������¶�һ�������130��~150��֮�䣬�Ľ��ܵ���ʱ��Ϊ3h������ѹ��������3kg/�O���������豸�������ۻ�����ˮѹ���飬ͬ��Ҳ��ʹ�ÿ�����������������λ�õ�ˮ�ֺ����ۡ��ֿ�������Ժͺ���ʱ���ֿǵ�������Ҫ��֤ƽ�������Һ��첻�ò��ô�ӽṹ������Ӧ�����������ס�������ҧ�ߵ�ȱ�ݣ��Ӷ����ٺ���Ĵ�ĥ�Ͳ��������������ں���Ĵ�ĥ�������ڶ�ʱ������ɣ���ʪ�Ƚϴ�ĵ����������������ɺ�Ӧ���з�����������ɰ��Ϊ�ֿ���ijĽ�ǰ����ṩ��Ҫ��������������ȱ�ݾ��ٴβ�������ĥȷ�����������Ϊ�ֿ���������ɡ��˴�Ҫע����ǣ�����Ҫ��ˮѹ����Ŀ��壬Ϊ���������ˮ�Ӵ��������ˮ���ڸǿ���ȱ�ݡ�ˮѹ����һ��ѡ���ں���Ϳ��岹����ĥ��ɺ���С�

�Ľ���ͷ���ص㣺
1.�ṹ���� �Ľ���ͷ�ܲĵ���ǿ�Ǽֹܸ�����ʹ�ø����ܵ�ճ�ϼ�����Ϊһ�����壬��������վ�רҵ���豸�������ͣ��˷��˸ֹ���ѹ����ĥ,���ϡ�����ĥ����ѹ�Լ������ִ������ܲ��ȱ�㣬ͬʱ�߱��ֹܺ���ĥ�Ĺ�ͬ�ŵ㣬�ۺ��Լ۱�Խ��
2.��ĥ���ܺ�,������ �Ľ���ͷĥ��ֵ���Խ��һ����0.03��0.20 cm3/1.61km��Χ�ڣ�ԼΪ���ϵ�3��5������ĥ�Աȸֹܸ�4��6����
3.ǿ�ȸ�,������Ը� �Ľ���ͷ��������ܶȵ�(1.2g/cm3)�������ᣬ���нϺõ��������ܺ�������ͻ�е������ܣ���ǿ��,���Ժ�,��������䣬�����������,��ˮ������ǿ����������,��װ��ά����
4.��������Խ �Ľ���ͷ�ҹ�˾���õ��ڳ���ѧ���ܷdz��ȶ������;��������ʴ�Խ��ʺ��л��ܼ�����ʴ���Ⱦ���ϩ���۱�ϩ��������ABS�����ϸ���ʴ����ǿ��������Һ�⣬��һ���¶Ⱥ�Ũ�ȷ�Χ�������ָ�ʴ�Խ��ʣ��ᡢ��Σ����л����ʣ����ܼ����⣩����20���80���80���л��ܼ��н���30�죬������κη�������������������Ҳ����û�б仯��
5.�¶���Ӧ��Χ�� �Ľ���ͷ����Ľ��ܵ�������-50��C��+150��C�ķ�Χ�ڳ���ʹ�ã��Ľ��㲻�����¶ȱ仯����ּ��ѿ�������ܵ�
6.���� �Ľ���ͷ���Ժã�����������ʧС����ʡ���з��á�����Ľ��ܵ��ڱڹ⻬�羵�����Դֲڶ�ֻ��Ra0��02668���ڳ����������ԺͲ�ճ�����ܺã�������������ͨ�ֹ�С20�����ң��ɽ�ʡ�������͵�����
7.ʹ�������� �Ľ���ͷ���ϻ�������Խ��������ʹ��ѹ���¶���һ��ʹ�������ﵽ15������(����ֵ)���ܵ�ʹ��6-8����90��ת��һ�Σ�ʹ��������������Ľ��ܵ��ɷ����Ľ�ʹ��4�Σ����ͳɱ����������ڶ̣���ȷ�����ڡ�
8.����,���Ṹ���ܺ� �Ľ���ͷ�ڳ��ı���ֲڶ�С�����ԴֲڶȽ�0.0267����Դֲڶ�Ϊ3.311��10-4����ˮ����ϵ��Ϊ0.0165������ͨ�ֹ�ԼС17�����Գ�����ᡢ��Ƚ�������Ӧ�ԣ�������ɸ�ʴ�ͽṸ��
9.������,���ӿɿ� �Ľ���ͷ�������ֲ��ϵĽṹ�Ǹ��϶��ɵģ��˷������ϹܵĿ���Ӧ�������������Բ��ᷢ�����Ϲ����Կ˷��Ŀ���Ӧ��
10.���������ӷ�ʽ����ݷ��� �Ľ���ͷ��װ���㣬װж,����,����,��װ��ʹ�úܷ��㣬�ֳ����ӿ��,��㣬���躸�ӡ����÷���,���Խ�ͷ��������ͷ���ӣ����ᷢ�����Ϲܵ����߶���,��ͷ��������������ܷ�ɿ���
�Ľ���ͷ�ij�Ʒ�ϸ��⣺
1���Ľ���ͷ��ʹ�ò��ϼ����ݲ���ȷ����ȷ�����ò��ϵIJ�����ͼֽ��ָʾ�Ƿ������
2���Ľ���ͷ��ۼ����Ŀ������������������Ŀȫ��������棬ȷ����ȱ�ݡ�
(1)�����
(2)�����Ļ���
(3)���ݣ��������
(4)ճ�Ӳ�������Ӳ���
(5)�������ƽ����
3���Ľ���ͷ�ߴ��� ����ͼֽ�涨�ĸ����ֳߴ磬�þ��ߵ�ȷ�ϳߴ��Ƿ��ڹ涨���Χ�ڡ�
4���Ľ���ͷӲ�ȼ��Ӳ�ȼ��ȷ����Ʒ�����Ƿ����,�ⶨ�涨��JIS K- 6253���С�
5���Ľ���ͷ��ȼ��ʹ���Ͳ���ǽ��к�ȼ�顣ʹ��ǰҪȷ�������ĺ���Ƿ�һ�º��ٲ���ĺ��.
6���Ľ���ͷ©���� ��©�����ǰ��涨�ĵ�ѹȫ��ɨ������棬���п���ȱ��ʱ�������ѹ�绡�ŵ��Լ���������ȱ��.
7���Ľ���ͷ������ �ô����(ǰ����һС����İ�)�����û������棬����������ȷ�����ﲻʵ����ݡ�
8���Ľ���ͷ��������ɰ�������ﵽISO Sa2 1/2��������ʹ�û�����п������㣬��ȡ�65��m��
9���Ľ���ͷ����ǰ���ȷ�ϱ�Ǽ������汣�������ϸ�.


�Ľ���ͷ�������ҵ���ϵ��ʽ��
��ϵ�ˣ��Ż�����
�� ����13721644486
Q Q��1443563406
�� �䣺1443563406@qq.com
�� ַ�������ɻ������̹�ҵ�� �������������
�� վ���Ľ��ܼ� http://www.zonghenggy.com
| 




